




 扫一扫
扫一扫





桥梁护栏的使用寿命一直试客户比较关心的问题,如何延长桥梁护栏的使用寿命呢?下面就由桥梁护栏生产厂家来为大家介绍一下如何延长桥梁护栏的时候用寿命。
??浸塑是在桥梁护栏加工完成后对其进行的一项表面处理技术。浸塑便是把烧红的桥梁护栏浸入塑粉中,让其颗粒附着在其上,高温使塑粉融化流平的一个进程。塑粉是一种聚乙烯化合物,参与稳定剂和氯元素外会变得不易老化和增加抗腐蚀效果。
??影响桥梁护栏使用寿命的因素都有哪些?
桥梁护栏浸塑的目的有两个:表面包装,增加美感;防腐蚀,抗氧化。在这儿,我们主要讲桥梁护栏浸塑的防腐蚀、抗氧化效果。它的这一效果是抉择着桥梁护栏运用寿命的长短。
??桥梁护栏浸塑质量的好坏可以分为两个方面:塑粉的质量和浸塑工艺本身。塑粉运用好的当然效果就要显着,这个很好了解。其他便是浸塑工艺,好的浸塑表面光滑细腻,色彩艳丽,没有瘤疤,不漏铁。这些用肉眼完全可以判别,所以在购买桥梁护栏的时候只需精心查询是很容易发现的。好的浸塑处理暴露在阳光下可以运用20年之久,即便在水中也可以完全不受影响。 
不锈钢焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。 
【看累了,开心一刻】
还不是为了你
吃饭时,夫妻俩在争谁对儿子好,儿子一贯和老爸比较亲近。
老爸特自信的说:儿子,你说谁!
儿子看了看老爸,又看了看老妈:当然是老妈了!
老妈一听立马开心的去厨房收拾了。
老爸小声说:尼玛,臭小子,平日里白疼你了。想不到你竟然在关键时刻走叛徒!
儿子:切,你懂什么?我这么说还不是为了你!
老爸:你让我面子丢了!还说什么为了我?
儿子:我不这么说,老妈会开心的去洗碗吗?你还能安心坐在这喝茶、看电视?
老爸竖起大拇指:儿子,高!
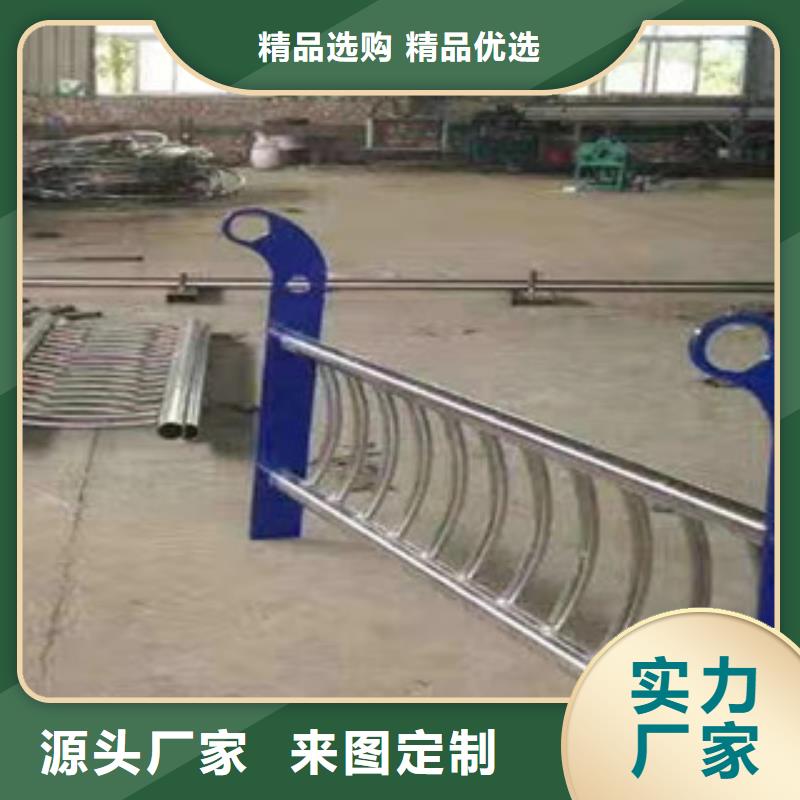
不锈钢景观护栏安装不牢固不锈钢景观护栏出现这样的问题,焦作人行道栏杆,一般都是立柱的固定方式有问题,立柱的固定方式最l好是采用预埋件安装方式,如果采用膨胀螺丝固定的方式,那要求固定底板与立柱必须满焊,而且焊缝必须打平磨光,并作防锈处理。螺丝比较采用直径和长度符合要求的不锈钢膨胀螺丝。必须符合《建筑结构荷载规范》中要求,住宅工程栏杆顶部水平荷载应取0.5kN/m。工程质量验收时,应按照以上标准,对栏杆进行手扳检查。
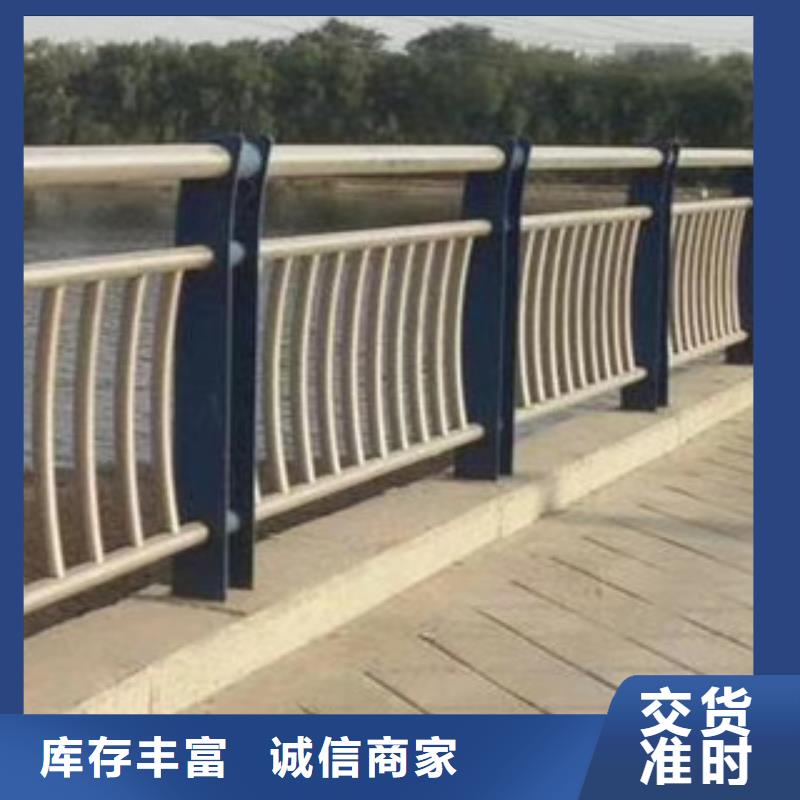
景观栏杆的构图还要服从环境的要求。例如桥栏,平曲桥的栏杆有时仅是二道横线,与水的平桥造型呼应;而拱桥的栏杆是循着桥身呈拱形的。栏杆色彩的选择,也是同样的道理,绝不可喧宾夺主。
景观栏杆的构图除了美观,也和造价关系密切,要疏密相间、用料恰当,每单元节约一点,总体相当可观。 
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。
不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。
一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。
弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。
防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。
不锈钢芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。
保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。
焊嘴与工件的距离应为15~25毫米。 
H4Tf6rND
技术支持:黔南企业旺旺